花键冷搓成形工艺是在搓齿机上,利用搓齿模具,使光轴毛坯边转动边产生塑性变形,最终在光轴上成形出花键的一种精密塑性成形工艺。将搓制出的花键轴进行渗碳淬火即可得到成品。
其加工工艺过程如下:

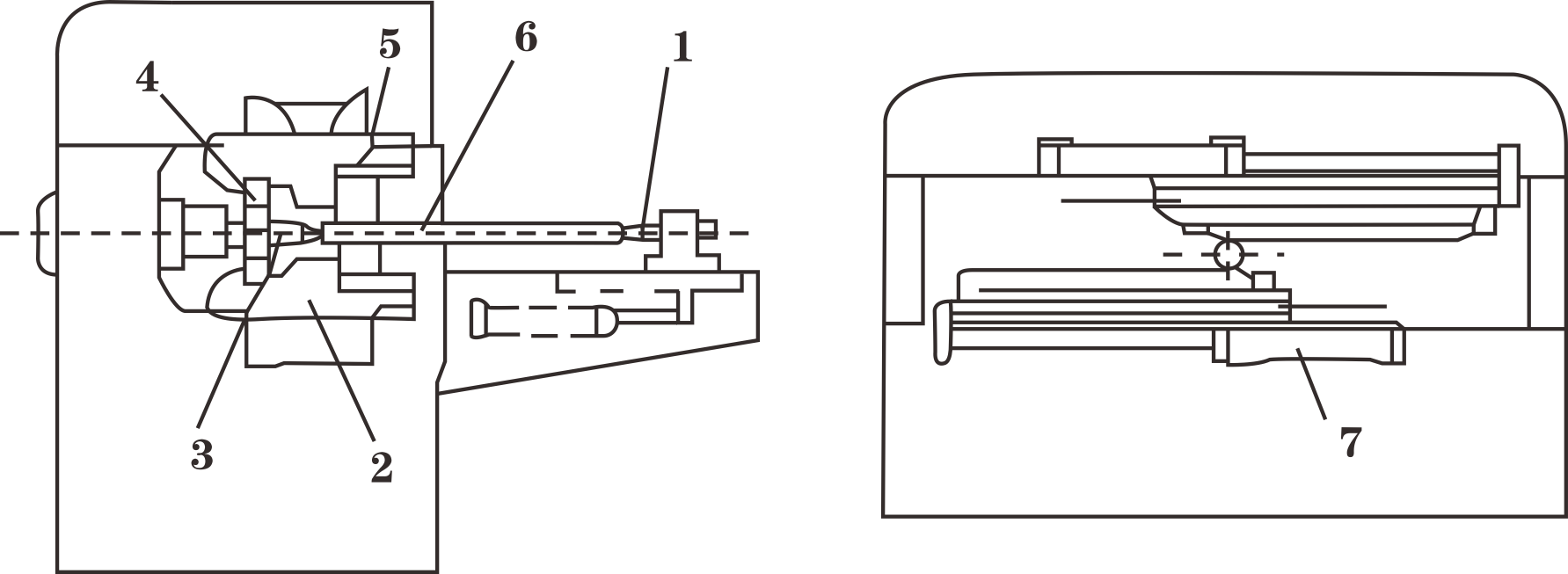 图意示构结机齿搓
图意示构结机齿搓
搓齿机的结构如图所示,上、下两个滑块(2) 分别位于搓齿机机身的上、下导轨中,在液压系统(7) 的动力作用下,两滑块可实现对向水平往复运动。滑块后部为齿条结构,经齿轮(4) 传动,可使两滑块的运动保持同步;滑块的前部用于安装搓齿模具(5)。位于上、下导轨中间位置的前顶尖(1) 和后顶尖(3) 用于装夹工件(6)。
 渐开线花键搓齿模具结构示意图
渐开线花键搓齿模具结构示意图
搓齿模具的结构如图所示,模具上顶面为工作面,其余面及圆孔为安装定位用。工作面为数百个参数各异的齿形面,按其在搓齿成形过程中的作用不同可分为三部分,即粗搓部分(L1)、精搓部分(L2) 和退出部分(L3)
在搓齿机的上、下滑台呈左右分开的状态下,装好搓齿模具,然后将经退火处理后磨削加工得到的光轴毛坯送入搓齿机,使其 被搓齿机的前、后顶尖顶住,并可自由转动。搓齿开始,上、下搓齿模具在各自滑块的带动下产生对向同步运动,当模具工作部分(齿形部分)与工件接触时,模具上的齿一边压入工件,使其产生塑性变形;一边带动工件转动。当工件被带动旋转数圈 之后,模具工作部分的所有齿都搓过了工件,此时即在光轴上成形出了所需花键。搓齿结束,在油缸作用下前顶尖撤回并将花键轴取出,搓齿机滑块回程进入下一工作循环。
搓齿过程中,模具粗搓部分的起始齿将光轴毛坯咬入模具,并使毛坯产生少量塑性变形而呈现出凸起与凹槽;当毛坯旋转一周 后,即出现与花键要求齿数相同的凸起和凹槽,从而实现顺利咬入及准确分度。此后,随模具粗搓部分的齿形变化,毛坯上的塑性变形逐渐加大并完成齿廓成形。继续搓制,模具精搓部分的齿开始起作用,此时,毛坯上已成形出的齿廓的表面发生少量金属流动,使所得齿的齿形角等参数得到校正,齿廓表面质量得到提高。搓齿末期,已成形的花键轴在模具退出部分的带动下边旋转边从上、下模具中脱离出来,此间,花键轴不产生塑性变形,只产生弹性恢复。
效率大大提高(约10 ~ 20s/件);
工件承载能力比切削件提高40% ,节约材料9% ~ 15%;
粗糙度可达Ra0.4;
加工时产生的径向压力能显著提高工件的疲劳强度及扭转强度,提高耐磨性;
成形原理的合理性,成形高精度获得及保持性;
模块组合式结构维修维护方便,广泛用途及良好操作感。
适用于等速万向节(球笼)、电枢轴、纺织罗拉、弹簧扭杆、洗衣机轴、雨刮器电机轴、方向机、汽车变速箱齿轮轴等花键轴 产品及螺纹、蜗杆、直纹、油槽的精确无屑冷成形加工。
加工花键标准:QB/T3478-1995, ISO-4156, DIN-5480, SASI-92.1-1970, SNSIB-92.2。
冷搓成形材料要求:45、40Cr、20Cr、20CrMnTi、Q235等拉升系数不低于8%的各种材料。